pc.png)
FFTアナライザの基礎と概要 (第3回)
<連載記事一覧>
第1回:「はじめに」「FFTアナライザが登場する前にあった周波数分析器」「FFTアナライザ」「FFTアナライザを選定するための仕様の理解」「【コラム】FFTアナライザとよく似た測定器との違い」
第2回:「FFTアナライザの構造」「窓(ウィンドウ)関数の使い方」「アベレージング(平均化処理)」「FFTアナライザに接続されるセンサ」「【コラム】日本国内で販売されているFFTアナライザ」
第3回:「FFTアナライザの測定事例」「FFTアナライザの校正」「おわりに」「【インタビュー】小野測器のFFTアナライザ事業への取り組み」
FFTアナライザの測定事例
FFTアナライザは振動や音響の分野でセンサなど周辺機器と組み合わせて、研究開発から保守の現場まで幅広く使われている。ここではFFTアナライザを使った具体的な応用事例について紹介する。
回転機器の異常診断
工場やビルにはモータを使ったさまざまな設備がある。モータなどから発生する回転力は歯車、軸受け、カップリング、プーリーなどを介して動力が伝達される。この間にある部品の破損や軸ずれなどが要因となり異常な振動や騒音が生じる。回転機器は頑丈なケースに構成部品が実装されているため、直接人が見て異常を見つけることはできない。そのためFFTアナライザと加速度センサなどを使って診断を行う。
回転機器の異常の要因にはおおよそ次のものがあげられる。
-
不釣り合い(アンバランス)
回転体の偏心、ホコリの付着、軸受けの隙間の過多などで回転速度に同期した正弦波的な振動になる。遠心力による振動のため回転速数が小さくなると振動が減少する特性がある。 -
ミスアライメント
カップリングで結ばれた2本の回転軸の中心が一致していない時に生じる回転軸方向の振動であり、振動周波数は回転速度に比例する。幾何学的なずれによる振動のため回転速度による変化は少ない。 -
ガタ
軸受の取付けボルトのゆるみなどから発生する非線形振動であり、振動には回転速度に比例した高調波成分が多く含まれている。 -
自励振動に伴う異常
ポンプや送風機で生じるサージング、軸受油膜が原因となるオイルホイップ、高圧蒸気タービンロータで発生するスティームホワールは回転体や配管などの固有振動による。このため回転速度が変動しても周波数の変動はない。 -
歯車のかみあい
歯車の歯がかみあう瞬間およびかみあいから離れる瞬間に歯車のばね剛性の急激な変化によって振動が発生する。歯車の摩耗、軸の偏心、歯車のキズなどによって振動が増えることがある。 -
転がり軸受の損傷
転がり軸受は長期の使用によって摩耗や劣化が生じる。これによって軸受からの振動や騒音が発生する。
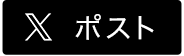
これらの異常によって振動が増加するため、定期的にFFTアナライザを用いて点検を行えば回転機器を分解しなくても異常を検出できる。設備の診断を行う場合は判定機能を持ったFFTコンパレータの利用が適している。
図30. FFTコンパレータを使ったベアリングの異常振動診断
木材のヤング率測定
木材の特性を示す指標の一つとし変形のしにくさを表すヤング率はある。木材のヤング率を非破壊検査で行う方法には振動試験,超音波伝搬試験,応力波伝搬試験などがある。
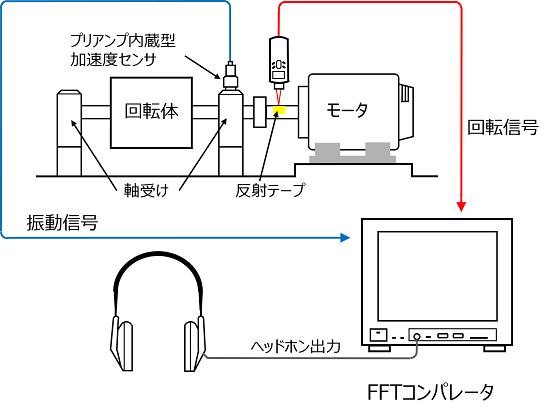
FFTアナライザを使って行う試験は振動試験の縦振動法(タッピング法、共振法、打撃音法)である。縦振動法は打音試験として丸太や製材などの木口面をハンマで打撃し,その音の高さ(周波数)からヤング率を求めるという方法で,広く用いられている。
図31. 縦振動法による木材のヤング率測定
出典:小径木及び若齢杉の性能把握実験(月刊杉Web版、2010-04)
木材を複数回叩いて得た測定結果を平均して、木材の固有振動を求める。木材の長さと重さが判ればヤング率を下記の式から求めることができる。
E = (2Lf)2ρ
E:ヤング率(N/m2)、L:長さ(m)、f:固有振動数(Hz)、ρ:密度(kg/m3)
縦振動法によるヤング率測定は日本住宅・木材技術センターが発行している「構造用木材の強度試験マニュアル」に具体的な方法が示されている。
ワイヤロープの張力測定
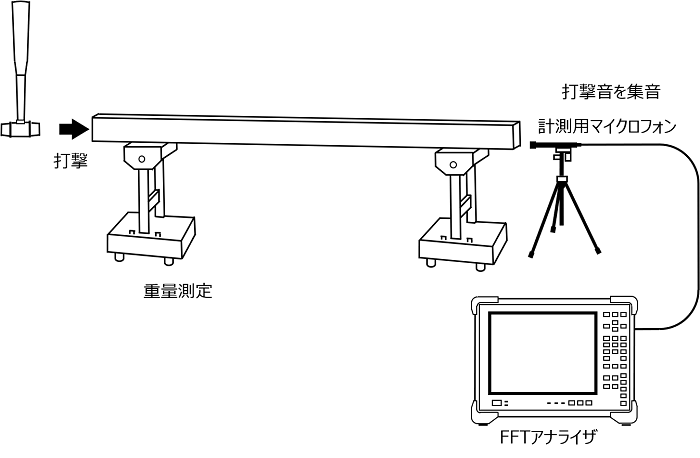
吊り橋などの建築構造物に使われているワイヤロープは定期的に健全性診断を行うために振動法による張力測定が行われる。ワイヤロープに加速度センサを取り付けて、ハンマで叩くことによって固有振動数を求め、計算によって張力を得る。
図32. 建築構造物に使われるワイヤロープの張力測定
出典:外ケーブルの張力測定技術(神鋼鋼線工業のホームページ)
ワイヤロープの張力を求める演算式は次のとおりである。
 T:張力(N)、W:単位重量(g/m)、g:重力加速度(9.8m/sec2)、L:ロープの長さ(m)
T:張力(N)、W:単位重量(g/m)、g:重力加速度(9.8m/sec2)、L:ロープの長さ(m)f:固有振動数(Hz)、a、b:補正係数
ファン騒音の周波数特性
ファンはビルやプラントの送排気設備としてだけでなく、浴室乾燥機やパソコンの熱排気などに多く使われている。ファンが設置される環境によって許容される騒音レベルが異なっている。
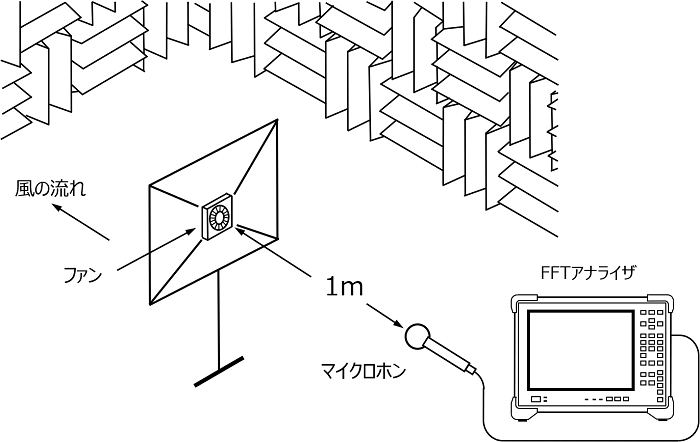
ファンから発生する騒音をオクターブ分析やFFT分析するには下図のような測定環境を無響室に構築する。ファンの騒音には羽根数×回転速度およびその高調波成分にピークを持つ回転音があるため、FFT分析は必要である。
図33. ファンからの騒音測定
OA機器の騒音分析
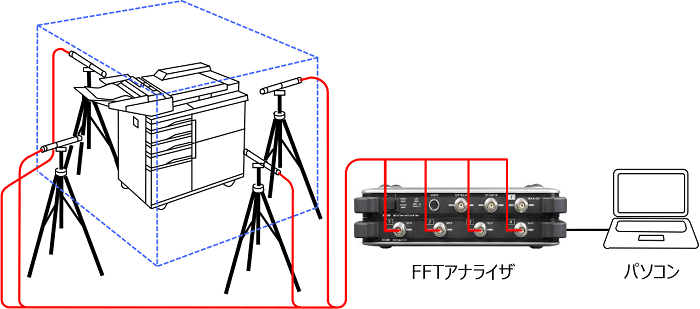
複写機やプリンタなどのOA機器は静かな室内環境に置かれるため騒音低減への要求は大きい。最近はOA機器からの動作音を低減するだけではなく、不快な騒音が発生しない工夫が求められている。
複写機やプリンタは動作時に複雑な動きをするので、発生する音は時間とともに変化するためFFTアナライザには時間軸と周波数軸で分析ができることが要求される。
OA機器の騒音測定は目的に応じて無響室や半響室で行われる。
図34. OA機器の騒音分析
無響室、半無響室、残響室
音の測定では測定環境によって結果が異なることがある。このため目的にあった測定環境での評価が必要となる。
・無響室
音の反射をほとんどなくし、室内での音の反響を無視できるほど小さく設計した部屋のことである。そのため床面も含めた全面が吸音材料で覆われている。工業製品や家電製品の動作音測定や音響機器開発などに用いられる。
・半無響室
床面は反射性の材料、それ以外の面を吸音材料で覆っている。床面が固く丈夫であるため自動車など重い機器でも測定ができる。
・残響室
壁面などの音の吸収をコンクリートなど固い材料によって抑え、長い残響が生じるようになっている。残響室は建築物の内装用素材などの吸収係数や二つの残響室を開口部でつないで防音物の遮音特性の測定に使われる。
図35. 無響室、半無響室、残響室(小野測器の音響棟)

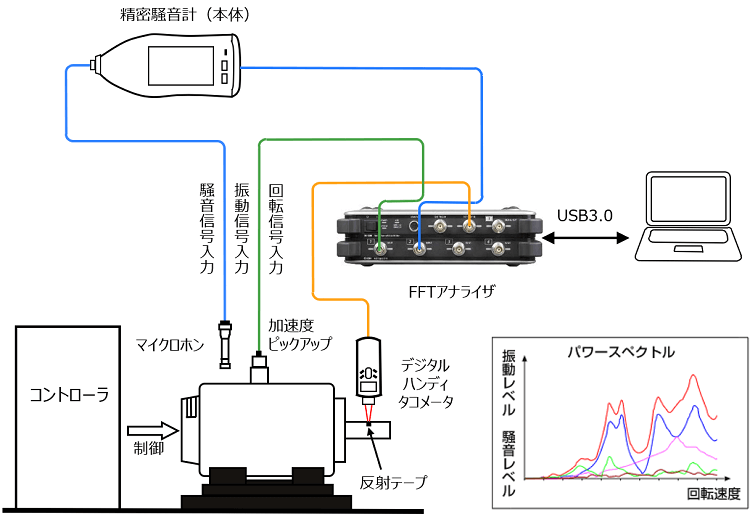
回転体の振動と騒音のトラッキング解析
エンジンやモータなど回転体から発生する振動や騒音は回転速度に比例した周波数になることがあり、これらが機器や装置の固有振動数と一致すると共振などが生じる。
回転速度を基準としてその整数倍を次数という。例えば1200 rpm(毎分1200回転)は周波数に換算すると20Hzとなる。これを1次成分という。回転速度が1800 rpmになると1次成分の周波数は30Hzとなる。2次成分は1次成分の周波数の倍を意味する。
測定は回転速度をセンサによって検出してFFTアナライザの外部サンプリング入力端子に接続する。FFTアナライザの波形サンプリングは入力された周波数を基準に行われる。
図36. トラッキング解析による振動・騒音測定
かご型誘導電動機の回転子バー切れ診断
誘導電動機は始動停止の繰り返しによる熱ストレスによって回転子のバー切れが生じる可能性がある。バー切れが生じると最悪の場合は折損した回転子のバーが遠心力によって飛び出し固定子コイルを損傷させる場合がある。
誘導電動機を分解することなくバー切れを検出するには誘導電動機の振動と駆動電流に周波数分析を行うことによってバー切れを検出できる。
図37. バー切れ診断を行う方法
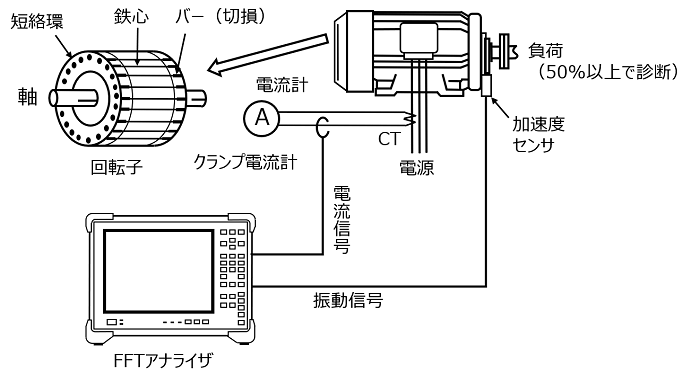
出典:インテリジェント設備診断(下郷太郎 編、1990年)
誘導電動機にバー切れがあった場合は駆動電流と振動の周波数スペクトルにバー切れの周波数成分が観測される。
図38. バー切れが生じたときの周波数スペクトル
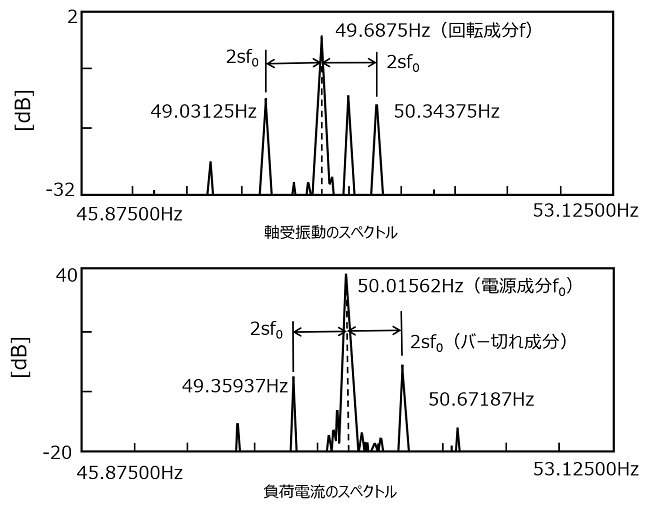
出典:インテリジェント設備診断(下郷太郎 編、1990年)
誘導電動機はビルや工場で多く使われているため、周波数分析によるバー切れ診断は設備診断では必要となる。