自動車部品をつくる技術~もの作りの基本
自動車を構成する部品は3万点以上におよぶと言われています。多くの部品は金属や樹脂などの素材を加工し製作されています。本稿では、加工技術の中から、成形加工技術を主として紹介します。最初に、加工技術全体を概説します。次に、個々の成形技術を紹介します。成形加工には、せん断やへら絞りなど多くの手法がある板金加工があります。鋳造加工には砂型を使う工法に加えて、シェルモールド法やロストワックス法と、金型を使うダイキャスト法などがあります。その他、射出加工、鍛造加工、圧延加工、押し出し加工について述べます。最後に、成形加工で使用される計測器の一例を紹介します。ノギス、ダイヤルゲージや、レーザ光による三次元測定機などの寸法測定から始まり、表面粗さ、引張強度、硬さの測定器を紹介します。
《本稿の記述は、筆者の知見による解釈や、主観的な取り上げ方の面もあることをご容赦ください。また、記載されている技術情報は、当社および第三者の知的財産権他の権利に対する保証または実施権を許諾するものではありません。》
加工技術とは
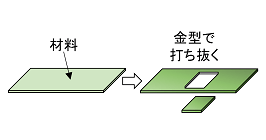
加工技術を大きく分けると、「形を作る加工」と「性質を変える加工」に分けられます。さらに分類すると、「形を作る加工」は切削加工、成形加工、接合加工、特殊加工に、「性質を変える加工」は熱処理と表面処理に分類できます。「切削加工」は材料を削って形を作ります。「成形加工」は型を使って材料を変形させます。材料を打ち抜いたり、溶けた材料を流し込んで形を作ります。「接合加工」は材料同士を溶接や接着剤で接合することです。「特殊加工」はレーザ光や放電、化学反応を使って材料を加工します。その他の加工技術として金属の粉体成形があります。「熱処理・表面処理」は形を変えずに材料の特性を変える加工です。熱処理や表面に他の材料を付着させます。以上の工法をまとめると表1となります。
| 加工法の大分類 | 工法の分類 | 工法の特徴 | 工法例 | |
|---|---|---|---|---|
| 形を作る加工 | 切削 | 工具などを使って加工する。 |
旋盤 ドリル盤 フライス盤 |

|
| 成形 | 型を使って材料を変形する。 |
打ち抜き 曲げ |

|
|
| 接合 | 材料同士を接合する。 |
溶接 接着 |

|
|
| 特殊 | 機械的な力を加えない。 |
レーザ加工 放電加工 エッチング |

|
|
| 性質を変える加工 | 熱処理 | 熱を加える。 | 焼入れ、焼きなまし |

|
| 表面処理 | 電気的化学的エネルギの処理 |
メッキ 不動態化処理(アルミ、 ステンレスなど) |

|
|
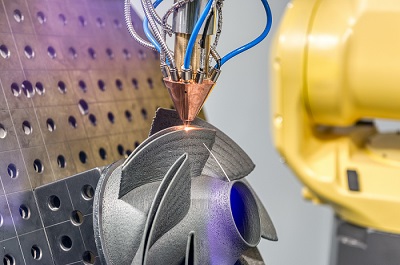
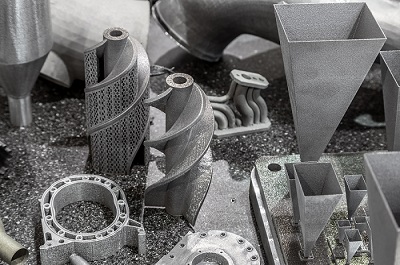
その他の工法として、近年注目されている金属3Dプリンタ技術があります。図2は3Dプリンタによる加工例です。製品として必要な部分の材料を段階的に積み上げて形を作ります。切削加工などで制約となる工具の動作範囲や形状などの制限が少ないため、特殊形状の製品なども製作できます。試作品などに使われていますが、自動車用の少量量産品で採用される例もあります。また、産業分野は異なりますが、建築許可を得た建造物も建てられています。


成形加工とは
前章で加工技術の全般を紹介しましたが、本稿では自動車部品の多くで採用されている成形加工技術に絞って各工法を解説します。成形加工の特徴を一言で表現すると型を使うことです。一回の加工工程で基本的な形状を生成できます。生産性が高いので大量生産に向いていますが、型の費用など初期投資が必要です。成形加工の方式は板金加工、鋳造加工、射出加工、鍛造加工、圧延加工、押し出し加工などがあります。各方式の特徴は表2の通りです。
| 工法 | 原理 | |
|---|---|---|
| 板金 | 板を金型で挟んで、打ち抜いたり、曲げたりすること。 |
|
| 鋳造 | 砂で出来た鋳型や金型に溶けた金属を流し込んで成形する。 |
|
| 射出 | 金型に溶けたプラスティックを流し込むこと。 |
|
| 鍛造 | 金属の塊を金型に挟んで力を加えて成形すること。 |
|
| 圧延 | 金型は使用しませんが、材料を二本のローラに挟んで、薄くしたりすること。 |
|
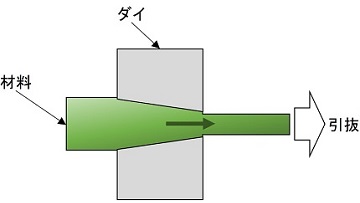
| 押出・引抜 | 材料を成形後の形になる穴があいた金型に通して成形すること。 |
|
成形加工技術
それでは、個々の成形加工技術を紹介します。
1 板金加工
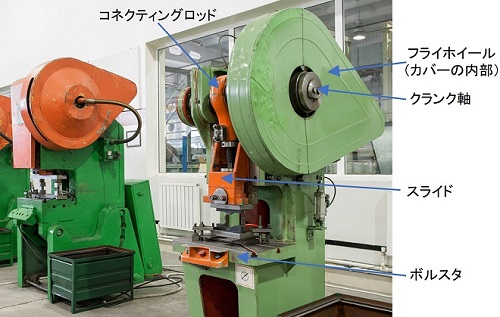
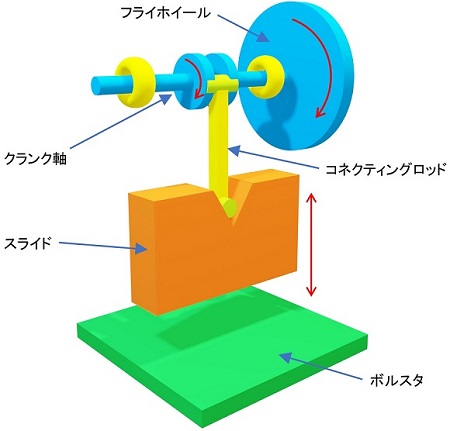
板金加工を行うための基本構成はプレス機、金型となります。プレス機には「機械プレス機」、「油圧プレス機」などがあります。金型には、「せん断型」、「曲げ型」、「絞り型」などがあります。図5はプレス機の例、図6はプレス機の基本構成です。クランク軸をモータで回転させます。フライホイールは回転エネルギを保持させます。クランク軸につながるコネクティングロッドがスライドを上下させ、スライドとボルスタ間に設置された金型で部品を加工します。
1) せん断
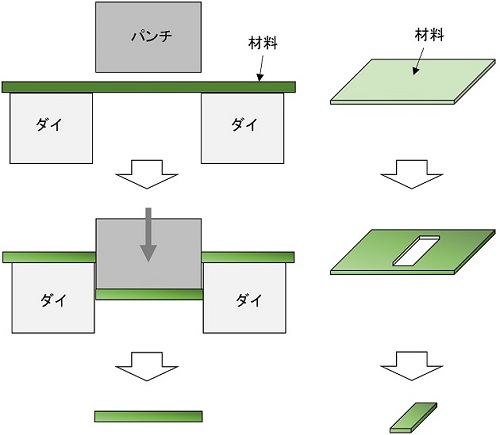
材料を2枚の刃で挟んで切断する加工方法です。金型を使って材料を打ち抜く加工方法を打ち抜き加工と言います。打ち抜き加工には、製品を抜き取る、「型抜き加工」と製品に穴をあける「穴抜き加工」などがあります。せん断加工のイメージは図7となります。ダイとパンチで構成される金型の間に材料を挟みます。パンチが下降すると、ダイとパンチにより材料が切断されます。
2) 曲げ
材料をダイとパンチによって曲げます。曲げ方として、一般的に、「V曲げ」、「L曲げ」などがあります。
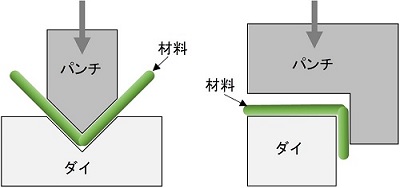
3) 深絞り
材料をダイスとパンチによって、筒状などに絞る工法です。パンチする時にしわの発生を抑えるためにブランクホルダで材料を押さえつけます。
4) へら絞り
「へら」と呼ばれる工具を使用し、旋盤に金属を装着して回転させ、「へら」を金属に圧着して変形させる工法です。ロケットの先端部材などで適用されています。

以上、板金加工に関して個々の技術を紹介しました。実際の生産工程にも色々な工法が採用されています。工程を分類すると、「単発形式」、「順送形式」、「トランスファ形式」、「ロボットライン形式」に分類されます。「単発形式」は材料を抜く工程、せん断する工程、曲げる工程など、個々の行程毎に金型とプレス機を準備して製作します。「順送工程」は製作する製品の形状にも依存しますが、コイル状の材料を、板金の各工程を行える金型を製作し、材料を各工程が終わるごとに順次送って、金型の行程から抜ける時には、製品の形状に仕上げることです。「トランスファ型」は単発の金型を一台もしくは複数のプレス機にセットし、工程が終わったら次の行程へ製品が送られる機構で構成されます。「ロボットライン型」は「単発型」のプレス機間をロボットで送る構成です。どの方式を採用するかは、製品の形状、金型の製造費用、材料費、生産数量などを考慮して選択されます。図11は工程の一例です。

2 鋳造加工
溶解した材料を金型に流し込み、冷やして固める工法です。古くは弥生時代に製造された青銅鏡でも用いられています。身近なものでは、道路のマンホール、銅像、寺院の鐘などがあります。鋳造に使用する型のことを鋳型(いがた)と呼称されます。

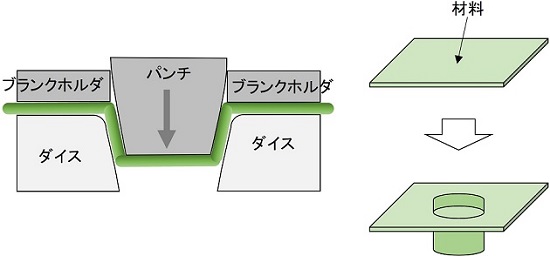
鋳型を大別すると、鋳物用の砂で製作する砂型(すながた)と、金属を使う金型(かながた)とに分けられます。砂型は少量生産向きで金型は大量生産向きです。砂型は製品の模型を砂で作った雌型に溶けた金属を流し込んで製作します。製作後に砂型はなくなりますが、模型は残っているので繰り返して製作できます。砂型のその他の方法として、シェルモールド法とロストワックス法があります。シェルモールド法は専用の砂(レジンサンド)を使用します。金属で製作した模型の表面にレジンサンドを張り付けて硬化させることで型を製作します。砂型の製法に比べて精度が高まるので、エンジン部品などで使用されます。
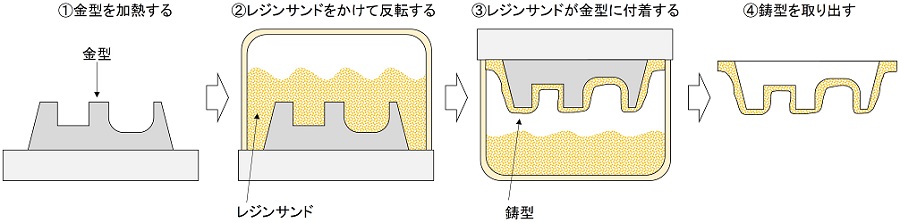
ロストワックス法はロウを使って、製品の原型を作ります。原型を鋳砂で固め、ロウの原型を溶かして製品の形状となった空洞を作ります。その後に溶けた金属を流し込んで製作します。仏像の製作でも使われていました。
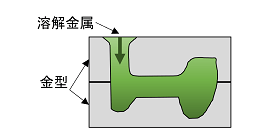
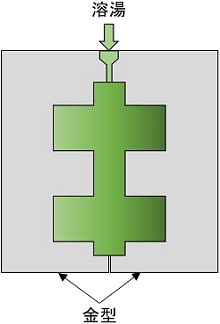
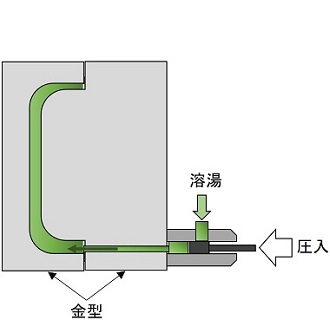
金型による鋳造は溶融金属を金型に流し込む工法です。重力を使って金型に流し込む方法と、圧力をかけて流し込む方法(ダイキャスト)があります。重力鋳造は分割された金型を合わせて上部より溶湯(ようとう、溶けた金属)を流し込み、冷やして固めた後、金型を分けて製品を取り出します。ダイキャスト法は金型を合わせた後、溶湯を圧入します。冷却後、製品を取り出します。図15は重力鋳造、図16はダイキャスト工法です。
3 射出加工
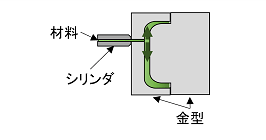
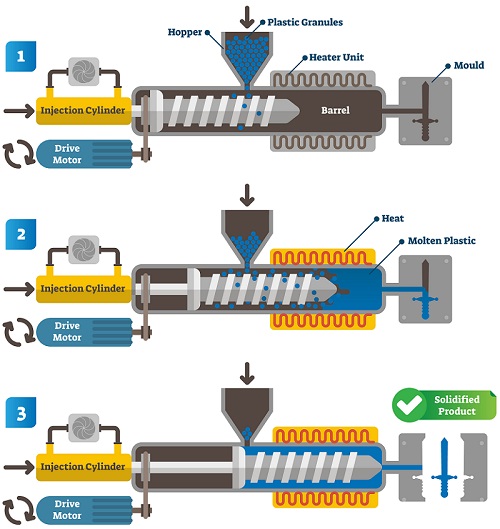
プラスティックなどの材料を加工する工法として自動車分野に限らず、多くの部品に適用されています。プラスティックなどの材料を溶かして金型に圧入し、冷やすことで成形できます。プラスティックとして多くの種類が使用されます。図17は射出成形の基本的な工程です。材料をホッパに投入します。シリンダを回転させてヒータ部に送り込むと材料が溶融し金型の中に圧入されます。圧入後、材料の温度が下がり固まると、金型を分離して製品を取り出します。以上の行程を繰り返すことで製品を作ります。
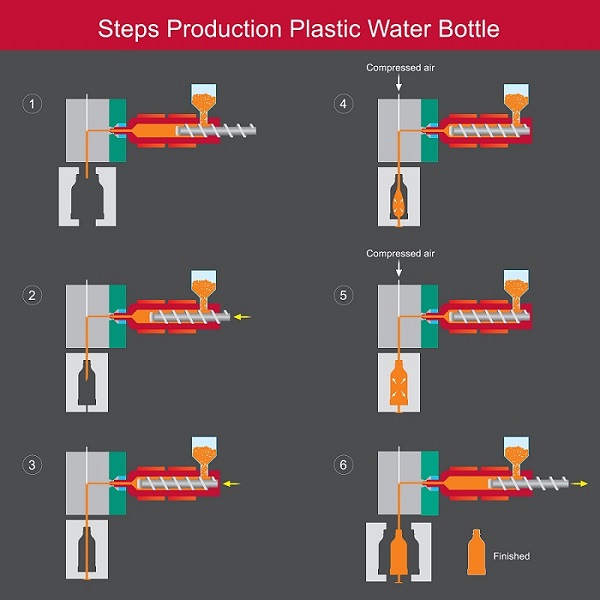
射出成形の応用として、「インサート成形」、「フィルムモールド成形」などがあります。「インサート成形」はネジなどの金具を予め金型にセットしておき、成形する手法です。「フィルムモールド成形」は、ダッシュボードなど、プラスティックの表面に意匠を施す場合に、印刷されたフィルムをセットしてプラスティック側へ転写させる方法です。自動車でも多く使われている被覆電線は芯線(例えば銅)の周りに被覆を形成する工法として、プラスティックの押し出し成形で製造されています。その他のプラスティックを成形する工法として、「ブロー成形」や「押し出し成形」などがあります。ブロー成形の身近な製品としてはペットボトルがあります。自動車部品では、エアコンのダクトやリザーブタンクなどがあります。工法の原理は、金型の中に柔らかくなったプラスティックを入れ、円筒状の形を生成します(パリソンと呼称)。その後、金型の外部からパリソンに圧縮空気を導入して、プラスティックを金型に押し付け成形します。図18はブロー成形の行程例です
4 鍛造加工
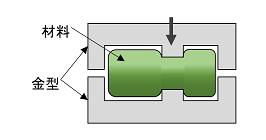
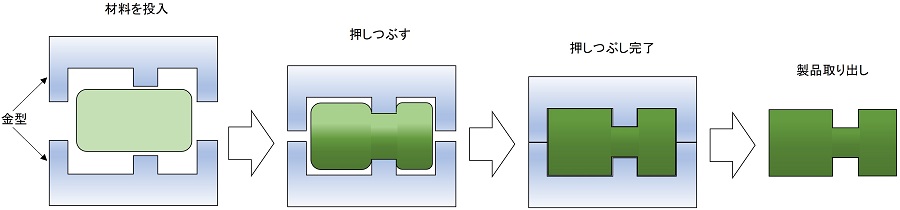
材料をハンマやプレス機で成形します。ハンマによる鍛造の身近な例では日本刀があります。プレス機を使用する鍛造は材料を金型で成形する工法です。金型の初期費用が必要となりますが、大量生産向きです。板金加工も金型を使って材料を成形しますが、鍛造との違いは、JIS規格によると「鍛造とは工具、金型などを用い、固体材料の一部又は全体を圧縮又は打撃することによって、成形及び鍛錬を行う」と定義されています。板金加工には「鍛錬」が含まれていないので区別されます。鍛造の特徴は高い強度や靭性が得られやすいことです。図19は鍛造のイメージです。
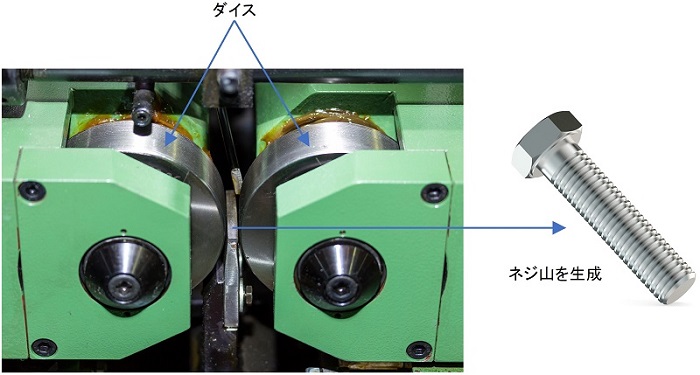
自動車で多く使われるネジは鍛造の一種である転造で製造されます。図20は転造盤の例です。ダイスと呼ばれるネジ山の形をした金型を回転させながら棒状の材料に強く押し当てることで、ネジ山を生成します。
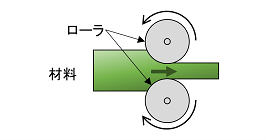
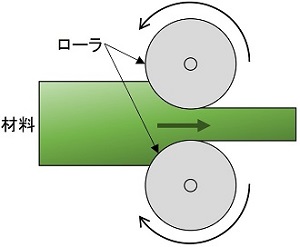
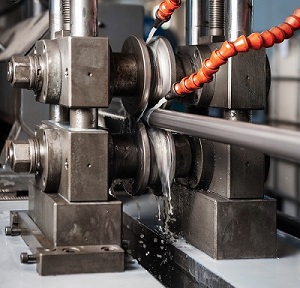
5 圧延加工
材料を回転するローラの間に通し、厚さを薄くする工法です。製鉄所を紹介する動画などで見られます。

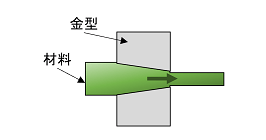
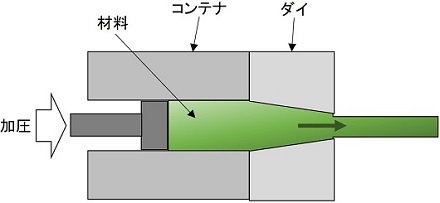
6 押し出し加工
加熱・溶解した材料を製品の形状になる金型に押し込んで、ところてんの様に成形する工法です。
成形品を評価する測定器
設計図面に基づいて製作された成形品を評価するためには、形状や表面の性状などを測定し評価することが必要です。対象物の形状や測定箇所、精度に応じて測定器を選択します。測定器類の中で、代表的な製品を紹介します。測定する際の条件等はJIS規格で定められています。なお、寸法を計測する際の温度は20℃となっています。高精度の測定が求められる場合は、20℃の恒温室で行われます。
1 寸法計測
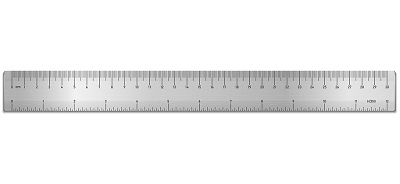
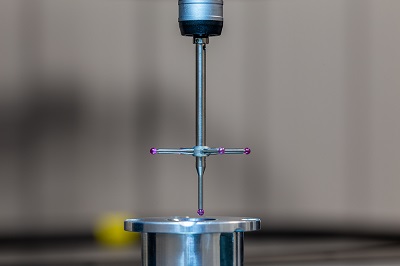
寸法計測は目盛りから直接読み取る直接法と、単独では寸法を測定できず、変位を測定する間接法があります。直接測定法の代表例は、ものさし(ruler)、ノギス(vernier caliper)、マイクロメータ(micrometer)、ハイトゲージ、3次元測定機です。図26~30は各々の製品例です。近年の商品ではデジタル表示が増えています。ハイトゲージでは測定部をスクライバーと呼称します。高さ寸法を測定するだけでなく、高さをケガクことにも使用されます。3次元測定機では非接触式があります。図31は非接触式の製品例です。レーザ光を用いてスキャンし、コンピュータ処理により形状と寸法を生成します。




間接測定法の製品例は、ダイヤルゲージ、シックネスゲージです。ダイヤルゲージは寸法を測るものではなく、変位量を測定します。例えば、測定対象物を回転させながら寸法変位を測定する際、ダイヤルゲージの先端を対象物に当てて数値を読み取ります。シックネスゲージは隙間を測定する際に使用します。厚さの異なる板が複数枚組み合わされたセットとなっています。各ゲージには厚さが刻印されています。図32、図33は製品例です。


その他に、特殊な手段として、感圧紙があります。測定したい面と面との隙間に感圧紙を挟んで圧力をかけると、圧力がかかった部分だけ発色する特性があります。隙間のある個所や凸部を特定することができます。
2 表面性状
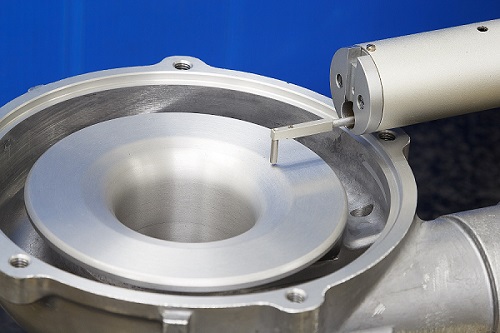
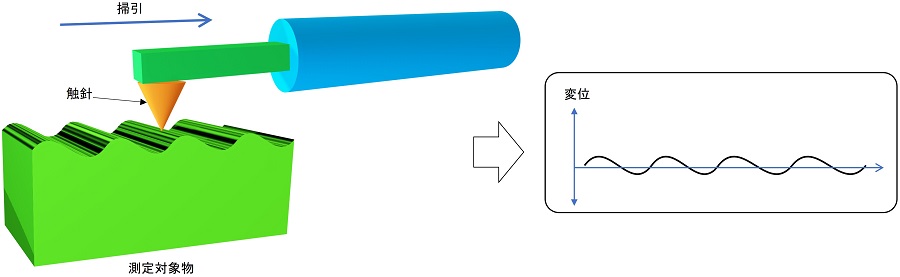
加工品や成形品の表面は均一でなく、山や谷のある複雑な状態です。表面の状態を評価するために表面粗さを測定します。表面粗さは見た目の外観だけでなく、製品の位置づけによっては、手触り感、密着性、機械的強度などにも影響します。表面粗さを測定する方式としては、接触式と非接触式に分けられます。接触式は触針の先端を材料に触れて移動させ、上下運動を電気的に変換して測定します。図34は接触式測定器の例です。図35は接触式の測定イメージです。触針を測定対象物の表面を掃引し、表面の変位量を測定します。非接触式は、材料に直接触れない方式です。レーザ光を用いるものなどがあります。測定原理は測定精度などに応じて色々な方式が採用されています。

4 硬さ
硬さを測定するために使用される測定器です。方式としては、「ロックウェル硬さ」「ビッカース硬さ」「ブリネル硬さ」「ヌープ硬さ」「シェア硬さ」などがあります。圧子と言われる硬い測定子を対象物に押し付けて硬さを測定します。各方式の概要は表3です。図37は「ロックウェル硬さ」試験機の例です。
| 試験名称 | 試験方法 |
|---|---|
| ロックウェル硬さ | 圧子を試験片に押し付け、押し込み「深さ」で硬さを求める。 |
| ビッカース硬さ | ダイヤモンド製の四角錐の頂点を試験片に押し付け、押し込み痕の「表面積」で硬さを求める。 |
| ブリネル硬さ | 鋼球の圧子を試験片に押し付け、押し込み痕の「表面積」で硬さを求める。 |
| ヌープ硬さ | ダイヤモンド製の四角錐の頂点を試験片に押し付け、押し込み痕の「圧痕表面積」で硬さを求める。 |
| ショア硬さ | ダイヤモンド製のおもりを試験片に落下させ、おもりの跳ね返り「高さ」で硬さを求める。 |

関連計測器の紹介

その他の製品や仕様については 計測器情報ページ から検索してください。
おわりに
もの作りは、材料や加工機に頼っています。また、設計するツールとしてCAD、CAE、CAM※1は欠かせませんが、基本的な知識として重要なことは、図面をしっかり描くことと、図面をしっかり読めることです。さらに、材料の特質や加工法を理解して初めて、良い物が設計できると言えます。材料や工法の技術進化は続きますが、もの作りの基本を身につけましょう。
CAD:(Computer Aided Design) コンピュータ上で設計や製図を行うツール。CAM:(Computer Aided Manufacturing)部品の製造を行う際、CADで作成した図面を基に、工作機械の加工に必要なプログラムなどを作成するツール。CAE:(Computer Aided Engineering) コンピュータ上で試作や試験などのシミュレーションや解析を行うツール。
自動車関連の他の記事は こちらから